| 产品参数 | |
|---|---|
| 产品价格 | 5800/次 |
| 发货期限 | 24小时到达现场 |
| 供货总量 | 58 |
| 运费说明 | 汽运 |
| 品牌 | 盛龙 |
| 服务范围 | 全国上门 |
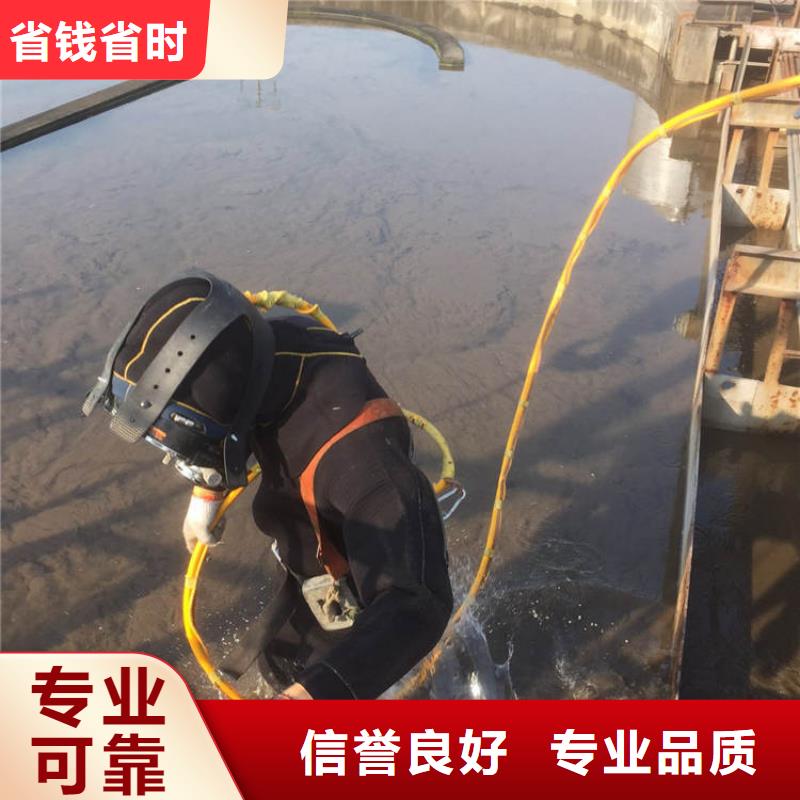
| 用途 | 水下堵漏 |
| 所在地 | 全省 |




泵吸式水下清淤: 也称为射吸式清淤,它将水力冲挖的水枪和泥浆泵同时装在1个圆筒状罩子里,由水枪射水将底泥搅成泥浆,通过另一侧的泥浆泵将泥浆吸出,再经管道送至岸上的堆场,整套机具都装备在船只上,一边移动一遍清除。而另一种泵吸法是利用压缩空气为动力进行吸排淤泥的方法,将圆筒状下端有开口泵筒在重力作用下沉入水底,陷入底泥后,在泵筒内施加负压,软泥在水的静压和泵筒的真空负压下被吸入泵筒。然后通过压缩空气将筒内淤泥压入排泥管,淤泥经过排泥阀、输泥管而输送至运泥船上或岸上的堆场中。
泵吸式清淤(清淤利器:新型立式泥浆泵)的装备相对简单,可以配备小中型的船只和设备,适合进入小型河道施工。一般情况下容易将大量河水吸出,造成后续泥浆处理工作量的增加。同时,我国河道内垃圾成分复杂、大小不一,容易造成吸泥口堵塞的情况发生。
水下焊接一般依据焊接所处的环境大体上分为三类:湿法水下焊接、干法水下焊接和局部干法水下焊接。但随着水下焊接技术的发展: 又出现了一些新的水下焊接方法:水下螺柱焊接、水下爆炸焊接、水下电子束焊接和水下铝热剂焊接等。
水下湿法焊接与干法和有些干法焊接对比,运用最多,但安全性最差。
由于水具有导电性,因此防触电成为湿法焊接的首要安全伺题之一。水下焊接与切开的事端因素。水下切割公司但便用局限性很大,运用不广泛。有些干法是焊工在水中施焊,但人为地将焊接区周围的水排开的水下焊接方法,其安全措施与湿法相似。
水中的一些杂物的影响,从而导致能见度比较低,进而在一定程度上影响焊接质量;另外由于水的传热性比较快,一般要高出空气20倍左右,所以在水下焊接工程中如果把握不好,很可能会导致焊接断裂;再加上水的压力的影响,也会影响焊接的难度;目前来说,水下焊接一般由人工来完成,但是受水中各种因素的影响,工人无法长时间待在水中持续工作,所以只有采取间接性的工作方式,而这也会影响焊接的进度与质量,水下堵漏。

所谓正常切割是指开始切割形成后的切割过程,基本的操作方法有支持切割法、维弧切割法、深度切割法3种。
所谓支承切断法,是指在通过电弧起动形成开始切口后,狭缝倾斜而与切断面保持80°~85°的角度,通过狭缝药皮套筒支承在工件表面,在狭缝移动中,始终不离开工件的电弧氧切断法。该方法从左到右,从右到左,均可在量规上切割,操作方便,效率高,适用于中、薄板水下切割。
所谓维电弧切割法,是在形成开始切割后,使切片条从工件表面离开约2~3mm,保持与工件垂直,然后,沿切片线均匀地向前方移动,维持电弧不消失,操作方法如图5(b)所示。该方法适用于厚度5mm以下的薄钢板的水中切割。潜水员在水中很难保持身体的稳定,所以电弧很难稳定。另外,切断品质也比支持切断法稍低,因此在实用上不怎么采用维电弧切断法。
加深切割的方法是指,在开始切割形成后的切割过程中,继续在狭缝中加入狭缝,加深狭缝,直到切下工件为止,这样来回移动,总有 工件会切断。此方法适用于支撑切割法中不易同时开裂的厚板和层压板。操作时切片的上下移动,为了维持电弧的稳定燃烧,必须协调均匀。
水下切割是利用热源对金属进行加热,或在纯氧气中燃烧,使金属熔化,水下切割并采取某种措施将熔化金属或熔渣去除而形成切口的切割方法,如水下氧-火焰切割、水下电弧切割、水下电弧-氧切割等。
水下切割都会对工件产生热影响甚至变形,而水下冷切割法则避免了这一缺点。水下切割技术作为一种水下冷切割方法。不会破坏材料的物理、力学性能及材质的晶问组织结构,且免除了后序加工。尤其对特种材料如碳纤维材料,有切割无法比拟的效果。
主营:水下切割作业公司、江苏水下切割作业、水下切割作业方法、水下切割作业方案、水下切割作业承接、水下切割作业。

![[北海]盛龙水下堵漏封堵切割打捞焊接作业工程有限公司名片](http://ypmimg.qy55.com/UploadImg/2505/new_card.jpg "[北海]盛龙水下堵漏封堵切割打捞焊接作业工程有限公司名片")